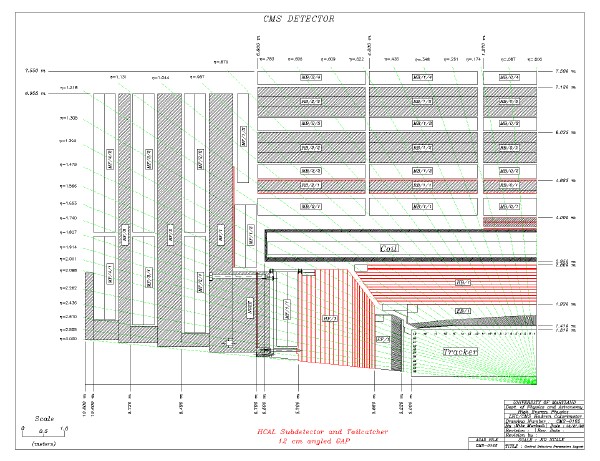
IntroductionThe CMS hadron calorimeter (HCAL) surrounds the electromagnetic calorimeter and acts in conjunction with it to measure the energies and directions of particle jets and provides hermetic coverage for measuring missing transverse energy. The pseudorapidity range, η ≤ 3.0 is covered by the barrel (HB) and endcap (HF) hadron calorimeters which sit inside the 4T field of the CMS solenoid. The calorimeter active region consists of plastic scintillator tiles with wave length shifting (WLS) fibre readout imbedded. The tiles are interleaved with layers of copper or stainless steel absorber to form a sampling calorimeter structure. The WLS fiber are spliced to clear fibers on exiting each module in order to reduce attenuation. The clear fiber bundles are then collected at readout boxes (RBX) which surround the outer HCAL region at η ≈ 1.5 and z ≈ 6m. See Fig. 1.
CMS Hadron CalorimeterPartly based on our experience in designing and fabricating crystal QC systems for BABAR which were used by five vendors in China, England, France, and the Ukraine we were asked by the HCAL management to accept responsibility for designing a new fiber splicer for CMS. We started with the concept used for the CDF splicer and designed more robust timing circuitry incorporating a CPU rather than timers and relays, a new type of fiber guide and a different heat source. We designed and fabricated a fiber splicer and delivered the prototype fiber splicer to Fermilab for evaluation in November 1998. The prototype has proven to be far superior - both in cost and performance - to the splicer previously used on CDF. Two more units were fabricated for use in India (TIFR-Mumbai) and Protvino. Another three were completed this past year for TIFR, Protvino and Fermilab. We have agreed to maintain these units and provide new ones as needed. In particular, the hold-down jaws are precision units, which are machined according to the dimensions of the fiber. Fiber batches from the same vendor will be sufficiently different that new jaws must be machined when new batches of fibers are used. We are on call and have had instances to service the splicers over the years. Readout Box (RBX) Design, Fabrication And Installation PlansIn 2000 a change in the CMS tracker design resulted in changes to the services into and in front of the HB RBX, Fig. 2. After extensive design work the RBX plans were modified and a series of prototypes were fabricated in the UMiss machine shop.
THe final prototyping was completed in Fall 02 and 50 HB RBX production units were completed in Spring 2003. These units were shipped in March 03 in order to make the scheduled insertion in the HE calorimeter at CERN. A problem with flatness of one of the components arose and was corrected in June 03. This completed the HB RBX program. In August 03 we start the prototyping of the HO RBX units. These are inherently simpler in design but present some challenges since they must be very narrow in order to be accessible with the muon chambers in place. We are presently completing the first prototype for inspection by HCAL engineering. Plans are to complete 50 units in spring of 2004. Two of our QuarkNet high school teachers (J. Reidy, Jr. and K. Wester) participated in the test beam checkout of the calorimeter modules at CERN in summer 2002. As part of this effort reconstruction and simulation software will be installed at Mississippi for evaluation of test beam data and to gain experience with the CMS offline software. This will also allow the high school teachers to give their students experience with real data. |
This page has been viewed 8924 times.
![]()
Webmaster: David Sanders
Last Modified: Thursday, 10-Nov-2005 14:28:17 CST
Copyright © 2021 The University of
Mississippi. All rights reserved.
Contact the Department of Physics and Astronomy